
Parámetros para ‘cocinar’ el PET durante la SSP
Estas son algunas recomendaciones y buenas prácticas que debe tener en cuenta durante la etapa de ‘cocción’ o polimerización en estado sólido del PET.
#PET

Compartir
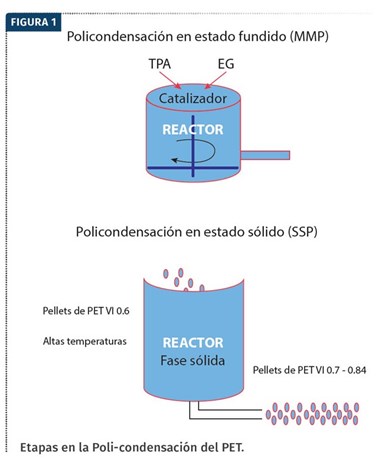
Etapas de policondensación del PET.
Por lo general, cuando debemos enfrentarnos al procesamiento de algún material plástico, seguimos las indicaciones que dejó algún antecesor: hacemos caso a sus consejos, rutas cortas y experiencias previas, para manejar los equipos y dichos materiales.
Esto nos lleva a experimentar una sensación de desconocimiento y la vivencia de situaciones inesperadas, en cuanto al comportamiento del material plástico bajo ciertas condiciones térmicas o de flujo durante su procesamiento.
Contenido destacado



Comportamiento del material plástico bajo condiciones térmicas
Así mismo, hace evidente la necesidad de tener mayor conocimiento previo de los plásticos con que trabajamos, lo que implica conocer cómo se obtienen, qué aditivos contienen, el tipo de reacción de polimerización, el catalizador empleado o el tamaño de pellet, por ejemplo. Información que pudiera relacionarnos algún efecto o condición de proceso durante la transformación o moldeo del producto terminado.
Por esta razón, en el presente artículo revisaremos algunos de los parámetros o variables de proceso de interés que tienen lugar durante la etapa de “cocción” o polimerización en estado sólido [SSP] del PET, que pudieran ayudar a explicar ciertos comportamientos o probables fallas durante el procesamiento de lámina, preformas/envase o fibra de PET.
Método de polimerización por policondensación
La obtención de PET se lleva a cabo mediante el método de polimerización por policondensación, que se caracteriza por tener formación de agua como subproducto. La poli-condensación se realiza en dos etapas, en estado fundido [MMP] y en estado sólido [SSP]. Para fines el presente artículo profundizaremos en la etapa de SSP.
La polimerización en estado sólido [SSP] es un método competitivo de síntesis de polímeros con respecto a la policondensación convencional en estado fundido. El peso molecular de los polímeros obtenidos de acuerdo con este método es más alto, al tener propiedades mejoradas del polímero. Generalmente al inicio del proceso de SSP, la presentación de los pre-polímeros de partida pueden ser en forma de hojuelas o polvo.
Debido al uso de una temperatura más baja de aquella que normalmente se aplica en la policondensación en estado fundido, las reacciones secundarias y la degradación térmica del producto son limitadas.
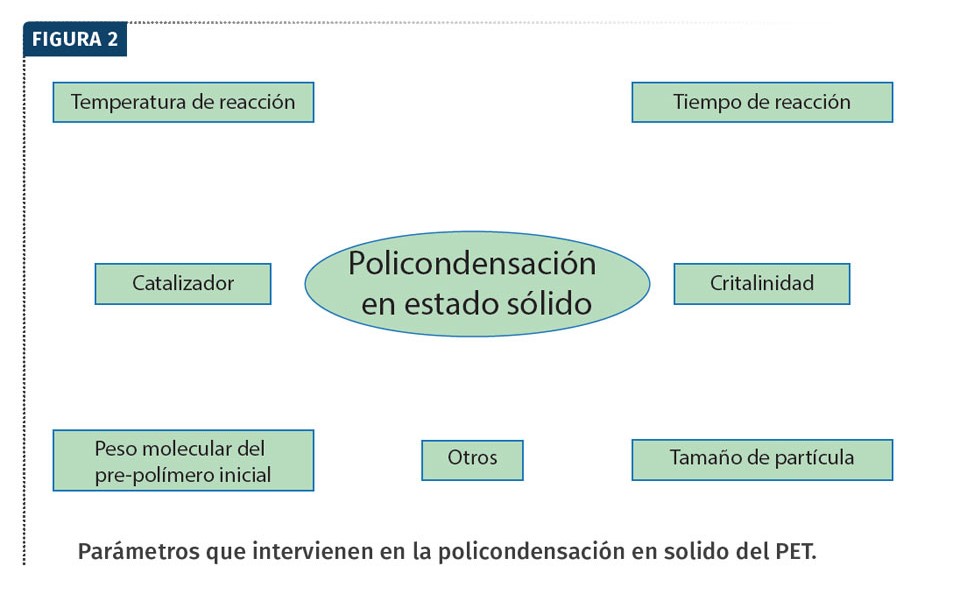
Parámetros que intervienen en la policondensación del PET.
El procedimiento para “cocinar el PET” implica el calentamiento de los materiales, entre la temperatura de transición vítrea (Tg) y la temperatura de fusión del pre-polímero parcialmente cristalino.
Así da inicio la reacción, entre las cadenas de los grupos terminales en la fase amorfa del polímero semicristalino, conduciendo a un aumento del peso molecular. El equilibrio de la reacción se desplaza hacia la formación del polímero con la eliminación de subproductos del sistema de reacción mediante el flujo de gas inerte o bajo vacío.
Principales parámetros que influyen en la SSP
Entre estos parámetros se encuentran factores tanto químicos como físicos, tales como la temperatura y tiempo de reacción, tamaño y geometría de los pellets, contenido de la fase cristalina, y tipo de catalizador como se puede apreciar en el siguiente esquema.
- Temperatura de reacción. La temperatura a la cual se lleva a cabo la reacción (esterificación o trans-esterificación) es considerada como uno de los factores más importantes que influyen en la Policondensación en estado sólido. Ésta puede tener una fuerte interacción variables de proceso como son la reacción química, la movilidad de los grupos funcionales terminales (grupos hidroxilo (OH) o carboxilo (COOH) y la velocidad de difusión de los subproductos, tanto de la matriz del polímero a la superficie de las partículas, como de la superficie hacia el gas; por lo que la reacción debe realizarse por encima de Tg y por debajo de Tm de la fase cristalina del polímero.
Sin embargo, es necesario dar una suficiente movilidad de los grupos terminales para asegurar la reacción en una velocidad aceptable. Demostrándose que la síntesis de PET no comienza hasta que se alcanza 150°C, aunque industrialmente es necesario alcanzar temperaturas por encima de los 200°C.
El rango de temperatura en el cual el SSP puede ocurrir es bastante estrecho, requiriéndose por un lado, la temperatura lo más alta posible para maximizar la velocidad de reacción, pero por otro lado tiene que estar suficientemente por debajo de Tm para evitar que las partículas de polímero se peguen.
Así podemos relacionar el efecto que tiene la temperatura de reacción, con lo que sucede durante el procesamiento del PET, que tiene una ventana o rango de procesabilidad muy corto de tal manera que al fundirlo en un rango muy corto de temperatura o tiene un comportamiento muy fluido (casi como líquido) o bien se solidifica formando un “tapón” impidiendo el flujo.
- Tiempo de Reacción. A medida que la reacción avanza, el peso molecular se incrementa linealmente con el tiempo, controlado por la velocidad de reacción química y la difusión dentro del material. El tiempo de reacción del proceso realizado con el método SSP es más largo que el requerido en el estado fundido. Al comparar la policondensación en estado fundido con la [SSP], este último resulta ser un proceso más lento e inactivo, de tal manera que para aumentar la viscosidad del polímero de 0.60dl/g a 0.80dl/g la polimerización en estado sólido toma entre 8 a 12 horas.
- Tamaño de partícula o de pellet. Es de esperarse que al avanzar la policondensación en estado sólido, el tiempo de difusión dentro del pellet del polímero se ve reducido. A mayor velocidad de SSP, las dimensiones del pellet se reducen debido a la trayectoria de difusión más corta, pero la conversión del polímero fundido en hojuela es mucho más fácil que en las partículas finas.
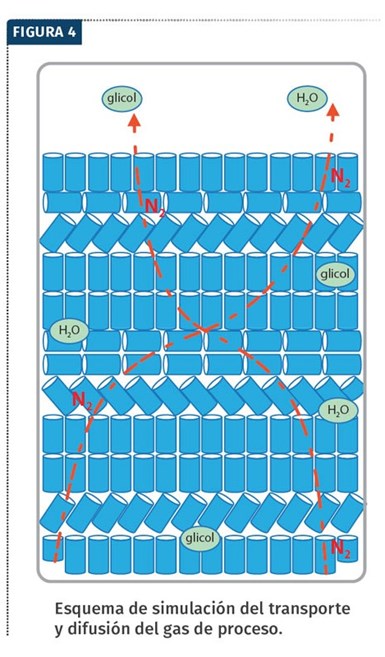
Esquema de simulación del transporte y difusión del gas en proceso.
Por otro lado, es necesario cristalizar el polímero solidificado antes de calentar a las temperaturas de policondensación con el fin de evitar la coalescencia de las partículas, aunque una posterior cristalización durante el proceso de policondensación permite el uso de temperaturas por encima del punto de fusión normal del polímero.
- Catalizador. El tipo de catalizador (más comúnmente antimonio) y su concentración tienen gran importancia en el progreso de la reacción. Pueden ser tipo metal o derivados metálicos, ácidos o bases. Pueden ser dosificados tanto a monómeros, pre-polímeros o polímeros en diferentes etapas de desarrollo del proceso. El uso de catalizadores en la síntesis típica de polimerización por poli-condensación, preferentemente para polímeros como poliésteres y Nylon, acelera las reacciones tanto en estado fundido como sólido. En el caso de la SSP, los catalizadores son utilizados para mejorar la lenta velocidad de reacción y la aglomeración de partículas.
- Peso molecular del pre-polímero inicial. En la etapa final del proceso, el producto terminado se caracteriza por un mayor peso molecular y una reducción en la concentración de grupos terminales. El alto valor del peso molecular inicial garantiza un confinamiento más efectivo de la fase amorfa y, por lo tanto, una alta concentración de los extremos de la cadena reactiva en el área de reacción.
- Gas de proceso y transporte. Durante el proceso [SSP] es muy importante una eficiente eliminación de los subproductos de la reacción. La presencia de una mayor cantidad de subproductos en el sistema de reacción puede conducir a la degradación del polímero. Así, después de un largo tiempo de reacción, el peso molecular logra un máximo y luego comienza a disminuir. Además, la eliminación rápida de los productos de reacción volátiles, juega el papel más importante en el desplazamiento del equilibrio hacia la formación del polímero de alto peso molecular.
La SSP puede llevarse a cabo tanto en vacío o bien por el flujo de un gas inerte, usualmente nitrógeno. El uso de un gas inerte o vacío en el sistema SSP tiene tres propósitos principales: eliminar los subproductos, inhibir la oxidación del polímero al excluir el oxígeno de la atmósfera del reactor y calentar la masa reactiva (sólo del flujo de gas). En los procesos de SSP los gases inertes que se utilizan son predominantemente: nitrógeno (N2), dióxido de carbono (CO2), helio (He).
- Cristalinidad. La cristalinidad afecta la velocidad de difusión y la movilidad de los grupos finales, que se concentran en las regiones amorfas. El tamaño, las formas y el empaquetamiento de los cristales son parámetros importantes que influyen en la movilidad de los grupos finales de la cadena.
Al aumentar la cristalinidad, tanto la concentración de grupos finales en fase amorfa y la velocidad de reacción se incrementan. Entonces, el proceso es controlado por reacciones químicas. Por el contrario, a medida que avanza la reacción, la movilidad de las cadenas poliméricas disminuye debido a que aumenta la cristalinidad y se impide la eliminación de subproductos de la masa reaccionante.
Como consecuencia de un alto grado de cristalinidad, se inmovilizan grandes fracciones de cadenas largas se inmovilizan siendo imposible el ataque de subproductos de condensación de bajo peso molecular, por lo que la reacción es controlada por la difusión de subproductos.
- Humedad. El nivel de humedad de los pellets virgen antes de SSP existe en dos formas: humedad superficial y humedad del núcleo. Poco después de la peletización, la humedad sólo existe en la superficie. Dependiendo del tiempo de almacenamiento, el contenido de agua y la temperatura de almacenamiento, la humedad se difunde dentro de los pellets.
Otro aspecto de la humedad es su poder para hidrolizar rápidamente el PET a una temperatura elevada, lo que da como resultado un peso reducido del peso molecular.
Así podemos relacionar el efecto que tiene la humedad y la concentración de subproductos durante la [SSP], con la presencia de la humedad durante el procesamiento del PET por una etapa de pre-secado ineficiente, que dificulta o impide el procesamiento del PET y con la consecuente pérdida de propiedades en los productos terminados envase, fibras, contenedores termoformados etc.
Con la discusión del presente artículo se intenta introducir en el conocimiento de algunos de los principales “ingredientes” para “cocinar” y obtener industrialmente el PET, de tal manera que se pueda contar con información que fundamente y permita dilucidar algunos de los fenómenos que pueden suceder durante el procesamiento del PET.
CONTENIDO RELACIONADO
-
¿Qué es el poliestireno (PS)? tipos y aplicaciones desglosadas
Conozca los diferentes tipos de poliestireno (GPPS, HIPS, EPS) y sus variadas aplicaciones en sectores como la salud, construcción y electrónica.
-
Impacto de la temperatura en las propiedades de los polímeros
Explore cómo la temperatura afecta las propiedades mecánicas de polímeros. Entienda el DMA y su relevancia para evaluar propiedades de carga.
-
¿Cuánto dura el coronavirus en las superficies?
Investigadores observaron cuánto tiempo puede sobrevivir el virus en cartón, plástico y acero inoxidable, así como después de haber sido nebulizado y suspendido en el aire.






