
Poliésteres PBT y PET: la cristalinidad hace la diferencia
Descubra las diferencias clave entre los poliésteres PBT y PET en términos de química, estructura y aplicaciones industriales.
#PET
.jpg;width=70;height=70;mode=crop)
Compartir
Las diferencias entre PBT y PET se entienden mejor mediante el análisis de la estructura química de la unidad repetitiva que compone las cadenas del polímero. La característica esencial que hace que los materiales sean distintivos es el grupo éster tereftalato que presta su nombre a esta familia de materiales.
En columnas anteriores, hemos reseñado las similitudes y diferencias entre diversas sustancias químicas de la familia de polímero acetal. Este mes vamos a empezar haciendo una comparación similar entre diferentes poliésteres disponibles comercialmente conocidos como tereftalato de polibutileno (PBT) y PET.
Trabajo práctico con PBT y PET
Hace muchos años, mientras trabajaba para un fabricante de moldeo por inyección por encargo, tuve la oportunidad de estar junto a uno de nuestros clientes para convertir una serie de piezas de PBT con 30% de fibra de vidrio reforzado en una pieza de PET con el mismo nivel de relleno. Fue una aplicación práctica de las diferencias entre los materiales en los niveles de procesamiento y rendimiento.
Química similar en PET y PBT
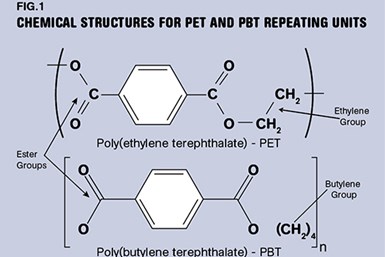
Fundamentalmente, la química del PET y PBT es muy similar. Los poliésteres son sintetizados mediante la reacción de un ácido orgánico, en este caso el ácido tereftálico, con un alcohol. En el caso de PBT el alcohol se refiere genéricamente como glicol de butileno mientras en el PET es el glicol de etileno. Por lo tanto, los polímeros resultantes son conocidos como tereftalato de polibutileno (PBT) y tereftalato de polietileno (PET).
Las diferencias en los materiales se entienden mejor mediante el examen de la estructura química de la unidad repetitiva que compone las cadenas del polímero, como se muestra en la figura 1. La característica esencial que hace que los materiales sean distintivos es el grupo éster que presta su nombre a esta familia de materiales. Otros polímeros, tales como PTT y PCT son también miembros de esta familia química que muestran ligeras variaciones en estas estructuras.
Influencia del anillo aromático en las propiedades del polímero
Otra característica clave de la química de este material es el anillo de seis lados que aparece a intervalos regulares en la cadena principal. Conocido como un anillo de fenilo o más generalmente como un anillo aromático, este elemento proporciona rigidez a la cadena del polímero. Esto influye en varias características importantes, incluyendo la temperatura de transición vítrea, una región donde los polímeros pierden un porcentaje significativo de sus propiedades de capacidad de carga.
Desde de una representación bidimensional de la estructura química no es evidente, pero una vista 3D sí mostraría que aunque muchos de los grupos químicos de la cadena polimérica se proyectan dentro y fuera del plano, el anillo aromático se sitúa en un plano. Esto restringe la tendencia natural de los otros grupos en la cadena para girar y vibrar. Esto es parte del efecto de rigidez de esta estructura de anillo.
Efecto de la cristalización en PET y PBT
La movilidad reducida y la naturaleza voluminosa del anillo también influyen en la capacidad del polímero a cristalizar cuando se enfría. El PBT, con mayor espacio entre los anillos aromáticos, cristaliza más eficientemente que el PET. Pero si el PET cristaliza con éxito, provee mejores propiedades mecánicas, como resistencia, rigidez y rendimiento a elevada temperatura.
Si las preformas de PET se calientan demasiado en el ciclo de precalentamiento, se vuelven opacas y quebradizas con la cristalización. El truco es mantener el material por encima de su temperatura de transición vítrea, pero por debajo de su temperatura de cristalización. Este gráfico muestra que la ventana de temperatura puede no ser muy amplia.
La mayoría de los consumidores está familiarizada con los envases PET que contienen agua embotellada o refrescos. Este tipo PET es amorfo y está diseñado para evitar la cristalización. Si el PET de grado botella se cristalizara, se volvería opaco y, más importante aún, perdería su resistencia al impacto.
Así que aunque probablemente haya un montón de piezas moldeadas en poliéster PET cristalino bajo el capó de su coche, donde se enfrentan a temperaturas elevadas y a ambientes químicos agresivos, la gran mayoría del PET en el mundo tiene su aplicación en el mercado de envases, donde es amorfo, sin refuerzos, e incapaz de manejar ambientes tan drásticos.
El tipo de PET que vamos a discutir en la segunda parte de este artículo es semicristalino y casi siempre contiene altos niveles de fibras de vidrio y cargas minerales. El poliéster PBT, sin embargo, puede estar siempre en su forma semicristalina, con relleno o sin relleno.
Diferencias entre PBT y PET en cristalinidad
De hecho, ya que el PBT se cristaliza más rápido que el PET, no es posible producir piezas de PBT amorfo en condiciones normales de procesamiento. El polímero cristaliza eficientemente y lo suficiente para siempre alcanzar cierto nivel de organización en su estructura.
La rigidez de los grupos éster y los anillos aromáticos se equilibra por la flexibilidad y la movilidad del grupo butileno. Pero en el PET, el grupo etileno corto hace que la cristalinidad sea opcional. Podemos tener PET amorfo si lo enfriamos rápidamente o podemos tener PET semicristalino si lo enfriamos lentamente.
La mayor parte de las botellas de PET se inician como preformas moldeadas por inyección. Son claras y resistentes y sus paredes relativamente gruesas para permitir el efecto de adelgazamiento que sufrirá la pared cuando la preforma sea recalentada y estirada para formar la botella. Si has trabajado en una planta de fabricación de botellas, sabes que si durante el ciclo de precalentamiento las preformas se calientan demasiado se vuelven opacas — un signo de cristalización. (De hecho, si se fija bien en el punto de inyección de la preforma verá una pequeña cantidad de opacidad en esta área debido al calor extra generado en esta área de la pieza).
Control de temperatura en el proceso de soplado de botellas
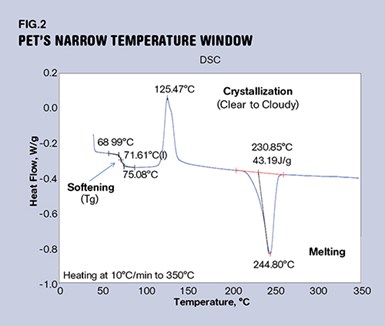
Si tratas de soplar una botella en este material opaco, parcialmente cristalizado, tendrá un rendimiento al impacto reducido. La preforma incluso puede romperse durante el proceso de soplado si se desarrolla suficiente cristalinidad. Así que el truco es mantener el material por encima de su temperatura de transición vítrea, pero por debajo de su temperatura de cristalización. Esta ventana de temperatura puede no ser muy amplia, como puede verse en la figura 2.
Este gráfico muestra el comportamiento de poliéster PET amorfo, un material claro sin relleno que se utiliza para hacer piezas que requieren dureza y transparencia, pero no necesitan soportar temperaturas elevadas. Cuando se calienta el material a temperatura ambiente, lo primero que se nota es la transición vítrea. Esto aparece como un cambio en el contenido de calor del material y en este compuesto ese proceso se completa a 75ºC (167ºF).
En este punto, el material ha perdido la rigidez que tenía a temperatura ambiente y es suave y flexible. Como se aumenta la temperatura, la viscosidad del polímero reblandecido se reducirá hasta que alcance una temperatura de cerca de 110ºC (23º F). Esta es la temperatura en la que el punto de referencia de la exploración comienza a elevarse rápidamente, y la brecha entre 75ºC y 110º C es la ventana de oportunidad para el soplado de la botella.
La mayoría de la plantas de botellas PET que he visitado trabajan con una temperatura de precalentamiento cerca de 100ºC (212ºF). Una vez comenzado el proceso de cristalización, el material comienza a ponerse opaco. También empezará a recuperar parte de la rigidez perdida al pasar la transición vítrea. Si este proceso avanza lo suficiente, el polímero se cristaliza a unos 140ºC (284ºF).
En este punto, el material será opaco y quebradizo y permanecerá así hasta que la estructura cristalina se funda a unos 245ºC (473ºF). Así que dependiendo cómo lo tratemos, el PET pueda ser semicristalino o amorfo.
PBT: siempre semicristalino en condiciones comerciales normales
Pero el PBT siempre es semicristalino en condiciones comerciales normales. Para entender correctamente las diferencias en rendimiento entre PET y PBT necesitamos comparar manzanas con manzanas, las formas semicristalinas de cada polímero. Ya que el PET cristaliza muy lentamente, producir piezas con una estructura semicristalina requiere la ayuda de productos químicos conocidos como agentes nucleantes, así como la presencia de partículas sólidas de rellenos y refuerzos.
Por esto, los poliésteres PET semicristalinos comerciales se venden siempre con llenos o reforzados, y, por tanto, para hacer una comparación justa del desempeño del PET y e PBT, necesitamos comparar los materiales con un nivel equivalente del mismo tipo de relleno. Haremos esto en la segunda parte de esta investigación y también discutiremos las diferencias en el procesamiento a las que se enfrentarán que los moldeadores mientras trabajan con estas dos familias de polímeros.
CONTENIDO RELACIONADO
-
La importancia de la densidad en la selección de polietileno
En el polietileno, la densidad proporciona otro mecanismo para controlar las propiedades. No obstante, debe ser correctamente especificada.
-
Diagnóstico ambiental empresarial: ¿por qué es clave?"
Aprenda cómo el diagnóstico ambiental puede impulsar la certificación de industria limpia y mejorar la competitividad de las empresas. Luigi Pontones, socio fundador del bufete de abogados Pontones & Ledesma que asesora a Braskem-Idesa en el Proyecto Polietileno XXI, habla sobre la importancia de un diagnóstico ambiental en las empresas.
-
Cinco problemas en el moldeo por soplado de botellas de plástico PET
Lea aquí una guía rápida para resolver cinco problemas recurrentes en el procesamiento de botellas de PET. Cómo lograr la mejor distribución de la pared en una botella PET y otras soluciones para obtener envases más resistentes y duraderos.






