
Enfriamiento en inyección de plásticos: impacto del sarro y resina
El entendimiento de los factores que influencian el tiempo de enfriamiento es vital para optimizar el ciclo de inyección de plástico. Encuentre aquí una descripción breve de cada uno de ellos.



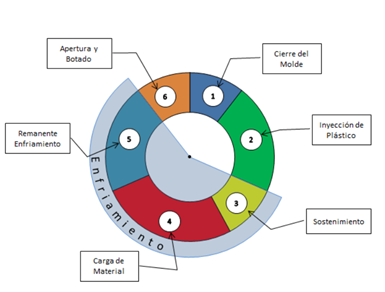
Etapas del proceso de inyección de plásticos.
El proceso de inyección de plásticos es un proceso bastante conocido y hasta cierto punto controlado, pues existe gran cantidad de información para calcular velocidades de inyección, presiones de inyección y en general tiempos de ciclo.
Sin embargo, un tema que siempre surge es cómo reducir u optimizar el tiempo de ciclo, lo cual resulta ser un reto bastante atractivo ya que todos queremos maximizar ganancias y minimizar inversiones. Bueno, pues analicemos cuáles son los factores que permiten que el tiempo de ciclo se pueda optimizar.



En general podemos decir que dependiendo de la aplicación particular de cada molde, el proceso de inyección consta de las etapas de: cierre del molde, inyección de plástico, sostenimiento, carga de material, remanente de enfriamiento y apertura/botado.
Es importante observar que en cada etapa de este proceso tenemos la posibilidad de optimizar el tiempo pero solo hasta cierto límite. Es decir, que no podemos, por ejemplo, aumentar la velocidad de cierre de un molde y correr el riesgo de golpear las caras, ni podemos incrementar la velocidad de inyección del plástico sin afectar la calidad e integridad de las piezas moldeadas.
En este sentido, la etapa de enfriamiento se convierte quizá en el parámetro más socorrido para reducir tiempos de ciclo, ya que como podemos observar, generalmente tenemos segundos o fracciones de ellos con los cuales trabajar en el proceso de optimización, ¿pero qué tanto podemos ahorrar?
Aquí es donde el entendimiento de los factores que influencian el tiempo de enfriamiento se convierten en información muy útil para optimizar ciclos. Entre estos factores se encuentran los que mencionaremos a continuación, pero es importante anotar que estos factores no siguen ningún orden ni de importancia ni de secuencia.
Flujo de agua dentro del molde
Este factor que nosotros manejamos de manera práctica a través del consumo o Galones por Minuto (GPM) de refrigerante nos dará la posibilidad de obtener el máximo rendimiento del elemento enfriante, que por lo general es agua, tratada o sin tratar.
El concepto que buscamos para llegar a una cantidad óptima de caudal es lo que se conoce como Flujo Turbulento, donde el agua sigue un patrón de avance que permite que las pequeñas partículas de refrigerante se “revuelvan” entre sí mismas, contrario al Flujo Laminar donde estas mismas partículas avanzan de manera paralela y “pasiva”.
Limpieza de las líneas de enfriamiento en el molde
Este factor, totalmente ligado a las actividades de mantenimiento de los moldes, es uno de los puntos quizá más importantes para lograr una transferencia de calor óptima y eficiente.
A final de cuentas, lo que queremos es que nuestro molde desplace la energía o calor que está perdiendo la pieza de plástico en este torrente de agua de enfriamiento, y este proceso se logra a través de una transferencia por conducción.
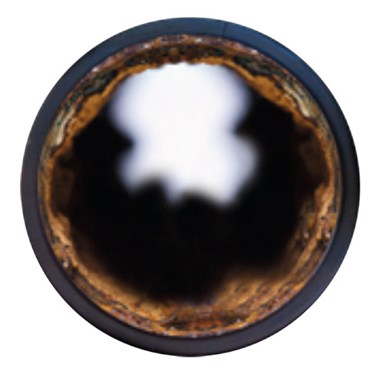
Una capa de 1/16” de depósito de sarro reduce la capacidad de transferencia por conducción 40 veces.
En este sentido, el material del cual está hecho el molde o inserto determina la cantidad de calor que puede absorber y conducir. Sin embargo, la contaminación por crecimiento de capas de óxido y/o “sarro” tienen un impacto bastante fuerte en este proceso de conducción, baste decir que el coeficiente de transferencia de calor para el acero P20 es de 16.80 BTU/Hr. Ft °F y el del Sarro 0.05 BTU/Hr. Ft °F.
Esto equivale a que una capa de apenas 60 milésimas de pulgada de sarro disminuya en 40 veces la capacidad de conducir el calor del acero al cual está adherida.
Tipo de resina a moldear
Mucho se habla del tipo de polímeros del cual están hechas las piezas de plástico. Ya sean amorfos o cristalinos, cada tipo tiene características muy particulares que determinan la cantidad de calor que deberán absorber y también la cantidad de calor que deberán perder para llegar a su punto óptimo de estabilidad dimensional. Por eso, calcular estos parámetros es de suma importancia.
Tipo de agua de enfriamiento y aditivos utilizados
En algunas ocasiones el agua de enfriamiento se trata con suavizadores, antioxidantes o glicoles. Esto está muy bien, pero es necesario considerar que cualquier aditivo en el agua de enfriamiento afecta la viscosidad del fluido y, como consecuencia, afecta la fluidez y la velocidad con la cual se desplaza en los canales de enfriamiento. Dicho en otras palabras, afecta el nivel de Flujo Turbulento.
Capacidades de bombas y presupuestos de volumen de agua de refrigeración, para poder lograr que el molde funcione como debe de ser es importante mantener una uniformidad en el flujo de agua y la presión a la cual opera, por lo que es necesario contar con las capacidades de bombeo adecuadas para abastecer no solamente una máquina de inyección sino toda una planta.
Así es que el tema de presupuestos en el volumen de agua resulta ser muy importante, y técnicas de administración de agua y regulación de flujo son determinantes para aprovechar al máximo el recurso disponible.
Geometría de la pieza
Este aspecto, menos flexible a modificaciones, determina qué tanto tiempo tarda en perder calor la pieza o la colada antes de alcanzar una estabilidad dimensional, a través de un concepto llamado Difusividad Térmica del Material.
En fin, estos factores son determinantes para estimar la duración óptima del tiempo de ciclo y poder acortar pequeños espacios de tiempo que poco a poco irán representando un ahorro en tiempo que incremente la productividad y el valor de un proceso establecido eficazmente.
Para concretar resultados numéricos reales se deberán aplicar los principios delineados en un concepto llamado Enfriamiento Científico SM. Que toma en cuenta los factores mencionados y una metodología para calcular los parámetros de operación óptimos para su proceso.
Acerca del autor
José Flores
Es socio fundador de Procesos de Ingeniería y Servicios, S.A. de C.V., Ingeniero Mecánico de profesión, cuenta con más 30 años de experiencia en el tema de Moldes y Moldeo por Inyección de Plástico. Es instructor certificado en Mantenimiento de Moldes por Toolingdocs LLC, así como instructor certificado en los Principios de Enfriamiento Científico SM por Burger & Brown Engineering. Inc. Email jflores@prissa.net






Contenido relacionado

Avance Industrial destacará el chiler Microgel RSY Syncro de Frigel
En Meximold 2024, Avance Industrial presenta Microgel Syncro de Frigel, una solución compacta que reduce el tiempo de ciclo hasta un 40% y mejora la calidad del producto.
Leer Más
Criterios técnicos en transformación de plásticos para mayor estabilidad
En planta, pequeñas variaciones en el proceso producen diferencias importantes en la estabilidad, los ciclos y la calidad de la pieza. Este especial demuestra que la transformación de plásticos depende tanto de parámetros operativos como del diseño de sistemas auxiliares y de criterios de ingeniería. La revisión de cinco análisis técnicos muestra cómo comprender esas variables ayuda a sostener la productividad y la competitividad.
Leer Más
Manufactura aditiva en moldes de inyección de plástico
La impresión 3D está transformando la fabricación de moldes en México. Aunque su adopción aún es limitada, ha demostrado su eficacia en la reducción de tiempos de ciclo y la flexibilidad en el diseño de herramientas.
Leer Más
Tipos de moldes en inyección de plásticos y sus aplicaciones clave
Los distintos tipos de moldes de inyección determinan la calidad, eficiencia y costo en la fabricación de piezas plásticas. Desde el tradicional molde de dos placas hasta los avanzados moldes de válvula de colada caliente, cada diseño tiene aplicaciones específicas en la industria. Conozca sus diferencias, ventajas y cómo optimizar su uso en la producción.
Leer MásLea a continuación

Termodinámica y enfriamiento en moldes de inyección de plástico
Explore cómo la primera ley de la termodinámica se aplica en moldes de inyección y la importancia del enfriamiento mediante circulación de agua. Descubra técnicas de diseño eficientes.
Leer Más
Innovación en empaques de pared delgada: tecnología y sostenibilidad
El mercado global de envases de pared delgada está en constante evolución y abarca una amplia gama de aplicaciones y materiales. En el presente artículo exploraremos este mercado, su crecimiento, tendencias emergentes, impacto de la pandemia por COVID-19 y sus proyecciones para los próximos años según un reciente estudio publicado por Mordor Intelligence.
Leer Más
Cambio de paradigma en la inyección de cubetas
StackTeck y Avance Industrial unieron su conocimiento técnico en moldeo por inyección para romper paradigmas en la fabricación de cubetas. Así, demostraron una poderosa combinación de tecnologías de molde, máquina y enfriamiento que les permitió llegar a un ciclo de producción de tan solo 13 segundos para cubetas estándar.
Leer Más