
Factores clave para estimar tiempo de ciclo en moldeo de plásticos
Descubra los 14 factores cruciales que influyen en la estimación del tiempo de ciclo en moldeo. Conozca un nuevo recurso gratuito que puede ser útil.

Compartir
Muchos de ustedes conocen la antigua creencia de nuestro sector, de que no vendemos piezas moldeadas, sino tiempo de máquina. Esto no es del todo cierto. Vendemos tiempo de máquina estimado, y ahí un moldeador puede ser muy rentable o perder dinero.
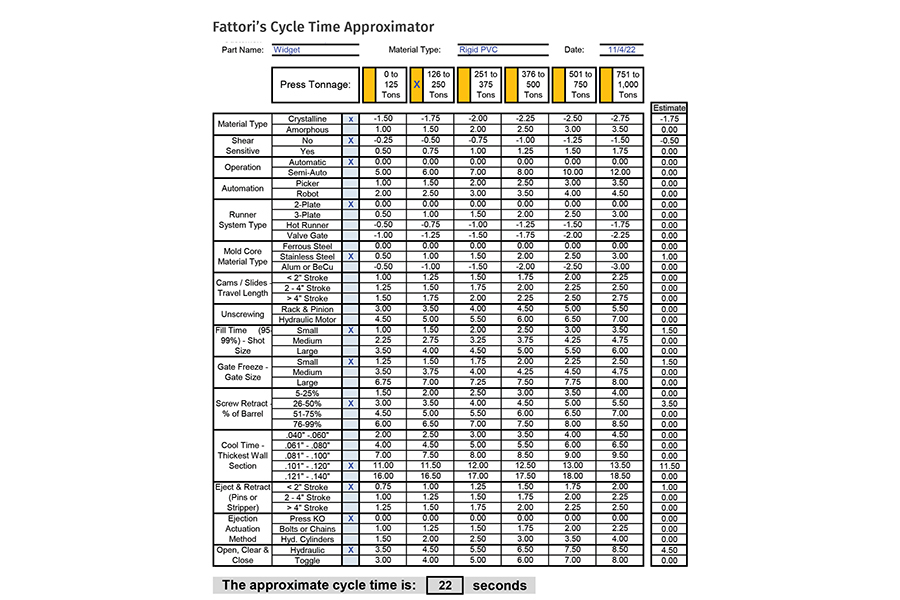
El tiempo de ciclo global de un molde es el tiempo combinado de 11 componentes.
Crédito: Jim Fattori.
Al principio de cualquier proyecto, antes incluso de que se construya un molde, o antes de que un moldeador reciba un molde existente de un cliente, hay que cotizar las piezas.
Cotización de piezas moldeadas: Quién debería hacerlo?
La pregunta es: ¿Quién cotiza? Según mi experiencia, la mayoría de los trabajos son cotizados por un jefe de proyecto, alguien que tiene un conocimiento básico o, mejor aún, un buen conocimiento de moldes y moldeo. Alguien que ya tiene cierta experiencia.
Pero estas personas experimentadas se hacen mayores y acaban retirándose a la soleada Florida. Cotizar no es algo que se enseñe en ninguna escuela que yo conozca. Así que, a menudo, le toca al experto que se jubila formar a su sustituto. Esto por lo general termina siendo un entrenamiento a medias que termina pagando la empresa.
Factores para estimar tiempo de ciclo en moldeo
Hay al menos 14 factores diferentes que deben tenerse en cuenta al estimar el tiempo de ciclo. De esos 14 factores, solo el tiempo de ciclo es una estimación y, con demasiada frecuencia, una conjetura. Incluso si se realiza un análisis de flujo, el tiempo de ciclo sigue siendo una estimación.
Aunque un análisis de flujo puede ofrecer una predicción bastante precisa del tiempo de llenado y enfriamiento necesario, no puede predecir cómo va a operar el molde, la máquina y, en muchos casos, el operario. Tampoco puede predecir lo bien que se establecerá el proceso en una máquina determinada, especialmente si se trata de un modelo antiguo.
Por lo tanto, el objetivo a la hora de presupuestar cualquier pieza moldeada es ser muy crítico con el tiempo de ciclo estimado y añadir un pequeño porcentaje para cubrir cualquier imprevisto sin inflar el precio del trabajo.
Importancia de tiempo de enfriamiento y otros componentes en el tiempo de ciclo global
El tiempo de ciclo global de un molde es el tiempo combinado de los 11 componentes enumerados a continuación.
- Tiempo de cierre y bloqueo del molde.
- Tiempo de llenado o inyección.
- Tiempo de empaquetado y sostenimiento (congelación o descongelación de la compuerta).
- Retraso del husillo o descompresión antes del tiempo de rotación (predescompresión).
- Recuperación del husillo y tiempo de plastificación.
- Descompresión después del tiempo de rotación (posdescompresión).
- Tiempo de enfriamiento.
- Retraso de enfriamiento o tiempo de inactividad antes del tiempo de apertura del molde.
- Tiempo de apertura del molde.
- Tiempo de expulsión de la pieza (y acción del robot).
- Tiempo de retracción del expulsor (y del robot).
No importa lo bueno que sea, nadie tiene en cuenta todos estos factores a la hora de estimar el tiempo de ciclo de un molde. Yo nunca lo hice. Pero sabía que eran importantes. Así que dediqué bastante tiempo a escribir un programa de Excel fácil de usar que me ayudara a estimar el tiempo de ciclo. Ofrezco este programa a la venta en mi sitio web.
Pero, por diversas razones, he decidido compartirlo con mis compañeros lectores de Plastics Technology, de forma gratuita. Después de escribir el programa, lo ajusté introduciendo los valores de docenas de moldes existentes con tiempos de ciclo conocidos.
Para comprobar la realidad, pedí a algunos amigos procesadores que hicieran lo mismo. ¿Es preciso? En la mayoría de los casos es muy exacto, quizá un ±15 %, lo que suele ser mucho mejor que la mayoría de las estimaciones. Pero juzgue usted mismo.
Acerca del autor
Jim Fattori
Jim Fattori es un moldeador de inyección de tercera generación con más de 40 años de experiencia en moldeo. Es el fundador de Injection Mold Consulting LLC, y también es ingeniero de proyectos para una gran moldeadora de múltiples plantas en Nueva Jersey. Contacto: jim@injectionmoldconsulting.com; injectionmoldconsulting.com.
CONTENIDO RELACIONADO
-
Tornillos guía en moldes de inyección: funciones y aplicaciones
Descubra las funciones clave de los tornillos guía en moldes de inyección, su impacto en el proceso y cómo elegir el tornillo adecuado para su proyecto.
-
Optimice los tiempos de empaque y sostenimiento para moldes de colada caliente
El uso de procedimientos científicos le ayudará a ponerle fin a la técnica de ensayo y error que consume mucho tiempo. Este artículo se centra en la fase de sostenimiento y cubre la técnica de optimización.
-
Desafíos en la ventilación de moldes: velocidad de flujo y calidad
Descubra la ciencia detrás del sistema de venteo en el moldeado de plástico. Desde su funcionamiento básico hasta cómo el aire y el plástico interactúan para obtener piezas de calidad.







